
.jpg "Формованные изделия")

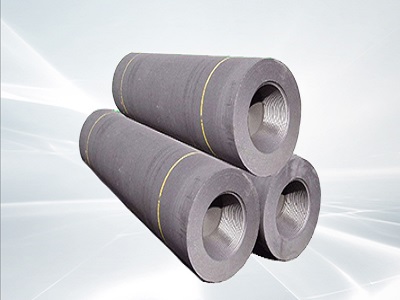
Графитовый электрод
Графитовый электрод – это высококачественный термостойкий графитовый проводящий материал с хорошими высокотемпературными характеристиками.
Графитовый электрод – это высококачественный термостойкий графитовый проводящий материал с хорошими высокотемпературными характеристиками.
Графитовый электрод относится к разновидности стойкого материала, изготовленного с использованием нефтяного кокса и пекового кокса в качестве заполнителя и каменноугольного пека в качестве связующего вещества путем кальцинирования, дробления и измельчения сырья, дозирования, замеса, формования, обжига, пропитки, графитизации и механической обработки. Он называется электродом из искусственного графита (также называемым графитовым электродом), который отличается от электрода из природного графита.
Основным сырьем для производства графитового электрода является нефтяной кокс. Небольшое количество пекового кокса может быть добавлено к обычному графитовому электроду, и содержание серы в нефтяном и пековом коксе не может превышать 0,5%. Игольчатый кокс также необходим при производстве мощных или сверхмощных графитовых электродов.
Существует три основных формы обработки графитового электрода: метод вибрации под давлением, метод автоматического формования с числовым программным управлением и метод механической обработки. Кроме того, графитовый материал склонн к разлету пыли во время механической обработки, что отрицательно влияет на технологическое оборудование и операторов.
• Графитовый электрод погружен в масло. Перед обработкой графитовые материалы следует погрузить в моторное масло на десятки часов, чтобы масло могло проникнуть в графитовый материал, чтобы зола не разлеталась во время обработки.
• Покрасьте и потом отметьте поверхность, который удобен для обработки.
• Выполните механическую обработку.
• Длительный производственный цикл. Производственный цикл обычного графитового электрода составляет около 45 дней, производственный цикл сверхмощного графитового электрода составляет более 70 дней.
• Высокое потребление энергии. Для производства 1 тонны обычных графитовых электродов требуется около 6000 кВт · ч электроэнергии, тысячи кубометров угольного или природного газа и около 1 тонны частиц металлургического кокса и порошка металлургического кокса.
• Множество производственных процессов. Для его производства требуется много специального механического оборудования и печей со специальной конструкцией, при этом капиталовложения в строительстве относительно велики, и период окупаемости – длительный.
|
Физико-химический показатель графитового электрода |
||||||||||
|
Наименование |
Единица |
диаметр,mm |
||||||||
|
75~130 |
150~225 | 250~300 | 350~500 | |||||||
|
высший сорт |
первый класс | высший сорт | первый класс | высший сорт | первый класс | высший сорт |
первый класс |
|||
|
Удельное сопротивление,≤ |
электрод | μΩ·m | 8.5 | 10.0 | 9.0 | 10.5 | 9.0 | 10.5 | 9.0 |
10.5 |
|
|
ниппель | 8.5 | 8.5 | 8.5 |
8.5 |
|||||
|
Прочность на изгиб,≥ |
электрод | MPa | 9.8 | 9.8 | 7.8 | 6.4 | ||||
|
|
ниппель | 13.0 | 13.0 | 13.0 |
13.0 |
|||||
|
Модуль упругости,≤ |
электрод | GPa | 9.3 | 9.3 | 9.3 | 9.3 | ||||
| ниппель | 14.0 | 14.0 | 14.0 |
14.0 |
||||||
|
Объемная плотность,≥ |
электрод | g/cm3 | 1.58 | 1.52 | 1.52 | 1.52 | ||||
| ниппель | 1.63 | 1.63 | 1.68 |
1.68 |
||||||
| Коэффициент теплового расширения(100~600℃),≤ |
электрод |
10-4/℃ |
2.9 |
2.9 |
2.9 |
2.9 |
||||
|
ниппель |
2.7 |
2.7 | 2.8 |
2.8 |
||||||
|
Зольность,≤ |
% |
0.5 |
0.5 | 0.5 |
0.5 |
|||||
• Объемная плотность – это отношение массы графитового электрода к его объему. Чем больше объемная плотность, тем плотнее электрод, что положительно коррелирует с прочностью и стойкостью к окислению. Вообще говоря, тем больше объемная плотность графитового электрода, чем ниже удельное сопротивление электрода.
• Удельное сопротивление – это параметр для измерения проводимости электрода. Чем ниже удельное сопротивление, тем лучше проводимость используемого электрода и тем ниже расходование.
• Прочность на изгиб – это параметр, характеризующий механические свойства графитового материала.
• Модуль упругости – Это показатель для измерения способности материалов к упругой деформации. Чем выше объемная плотность продукта, тем плотнее модуль упругости, но тем хуже сопротивление термическому удару продукта.
• Коэффициент теплового расширения относится к измерению степени расширения материала во время нагрева. Чем ниже коэффициент, тем выше термическая стабильность продукта, тем выше стойкость к окислению, тем меньше поломка при использовании и тем ниже расходование.
• Зольность относится к содержанию в продукте других твердых элементов, кроме угольного графита. Примесные элементы снижают стойкость электрода к окислению.
При выплавке различных легированных сталей и ферросплавов используется графитовый электрод. В это время через электроды в зону плавки электропечи вводится сильный ток для генерации электрической дуги, которая преобразует электрическую энергию в тепловую, и температура повышается примерно до 2000 ℃, чтобы достичь цели плавления или реакции. Кроме того, при электролизе магния, алюминия и натрия в аноде электролитической ячейки также используется графитовый электрод, и в печи сопротивления для производства наждака также используется графитовый электрод в качестве проводящего материала головки печи.
• Используется в электродуговых сталеплавильных печах;
• Используется в шахтных термоэлектрических печах;
• Используется в печи сопротивления;
• Используется для изготовления изделий из графита особой формы;
Преимущество использования:
Δ Быстрая скорость обработки;
Δ Материал непросто деформировать;
Δ Легкий вес;
Δ Низкие потери;
Δ Отсутствие заусенцев;
Δ Легкость полировки;
Δ Низкая стоимость;
Δ Хорошая проводимость;
Δ Сильная термостойкость;
Компания Rongsheng уже много лет специализируется на производстве графитового электрода и стремится производить высококачественный графитовый электрод. Наша продукция поддерживается и новыми и старыми клиентами и имеет хорошую репутацию во всём мире. Если вам нужно купить графитовый электрод, добро пожаловать купить в компанию Rongsheng.
Рекомендуем вам прочитать следующие статьи:



